 Temperatura de impresión
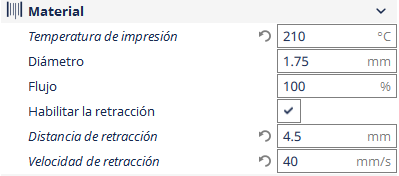
Temperatura de impresión
Controla a temperatura da boquilla do HotEnd. Temos que axustar a temperatura en función do plástico que vaiamos utilizar.
Os plásticos máis comúns son o ABS e o PLA. Para ABS fixaremos unha temperatura de 220-240º e para o PLA de 190-220º.
Para o polímero que usaremos normalmente, PLA (poliácido láctico), unha temperatura de impresión recomendada oscila entre 190 e 220ºC. A temperatura ideal será diferente segundo o fabricante, composición, cor, impresora, temperatura exterior, etc.
A maior velocidade de impresión maior deberá ser a temperatura para que o plástico flúa axeitadamente..
Temperaturas elevadas producen moitas irregularidades nas pezas, especialmente en voladizos, e tamén fíos nos desprazamentos.
Temperaturas baixas poden facer que as capas non peguen correctamente ou que o filamento se atasque no extrusor por non fluír con facilidade.
Test de temperatura

Pódese facer un test de calibración da temperatura para atopar a máis axeitada á túa impresora e filamento. Debes modificar o gcode cada certa altura para cambiar a temperatura de cada tramo. En thingiverse podes descargar varios test.
Unha vez xerado o gcode coa temperatura inicial de 185ºC podes editalo utilizando calquera editor de texto.
Por exemplo, para unha torre de calibración de 100 mm de altura, podemos ir modificando a temperatura 5ºC cada tramos de 10 mm. A primeira instrución sobre a temperatura atópase no inicio do código: M104 S185. Buscamos Z10, e engadimos unha nova liña coa nova temperatura: M104 S190. Despois Z20 e engadimos a temperatura de M104 S195, e así sucesivamente ata chegar a Z90 cunha temperatura de M104 S230
Diámetro
Establece o diámetro do filamento que utilizamos. Os diámetros que se usan comunmente son de 3mm e 1.75mm. O máis habitual é utilizar filamentos de 1.75 mm.
Fluxo
Por defecto poremos un fluxo do 100 % cando o filamento non está cargado con ningún tipo de fibra ou material especial.
Retracción

A retracción debe estar activada, xa que se non o está quedarán rebabas.
Para evitar as rebabas, é recomendable tamén axustar correctamente a temperatura. Temperaturas moi altas crearán máis rebabas.
Distancia de retracción:
Indica a cantidade de filamento que vai a retraer. Distancias pequenas reducen o tempo de impresión, pero empeoran a calidade. Por defecto trae 4.5 mm que é un valor que funciona ben.
Podemos recomendar:
- Baixa calidade: 0 a 3 mm
- Media/boa calidade: 3 a 4.5 mm (recomendada 4.5)
- Boa/alta calidade: 4.5 a 6.5 mm
Velocidade de retracción
Velocidade á que realiza a retracción. Este parámetro ten unha ampla marxe de traballo, por defecto trae 40mm/s que é unha velocidade á que funciona ben.
Pódese aumentar máis a velocidade, pero unha velocidade moi elevada pode mellar o filamento, que se atasque ou que o motor se “salte pasos” e estragar a impresión. Unha velocidade reducida incrementará o tempo de impresión.